水处理55T单级反渗透机组

随着社会的进步人们对食品安全的认识不断提高,我国当前的食品安全法律体系也在不断完善以适应当今食品安全形势的发展。在食品卫生监管中也开始用行业标准来规范食品生产,规定食品饮料行业工艺水及成品水均需要用净化后的水,通常是纯净水。所以,在当今饮料行业,水处理设备是生产车间的主要设备。纯净水成为饮料行业基础的生产原料,水质的好坏终会影响产品的质量,产品的质量会影响厂家的信誉,而厂家的信誉是生存的根本,所以水处理设备在饮料行业的应用也越来越重要。反渗透是目前制备水节能、高效的方法之一。
反渗透的工艺流程:
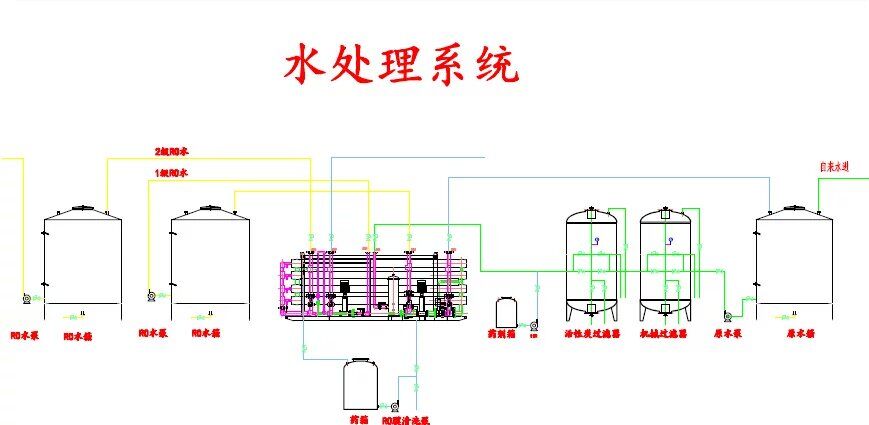
反渗透系统的特点:
- 主要部件均采用合资产品,性能稳定。
- 系统无易损部件,维修率低,运行时间长。
- 聚酰胺复合膜脱盐率高,使系统运行的效率高。
- 反渗透设备设有程序启停装置,开机时低压冲洗,停机时能延时自动冲洗。
- 前置预处理保护系统,保护高压泵及RO膜不受颗粒或其他硬物损坏;同时低压开关保护高压泵,不会因压力过低而损坏。若供水中断或欠压,系统自动停机。
- 产品水、浓缩水各设有流量计以观察并调节运行出水量及系统水利用率,通过合理工艺设计,水利用率高。
- 反渗透装置各段给水、浓水和产品水总管上设有相应的接口和阀门,以便清洗时与清洗系统相连。
- 原水、RO产水电导率仪实时检测水质。
- RO浓水排水设置调节阀,以控制系统水的回收率。
- 反渗透膜组件安装在组合架上,组合架上配备相应管道及接头,包括所需的支架、紧固件、夹具及其它附件。
- 反渗透组合架的设计能符合其厂址的抗震烈度要求和组件的膨胀要求。
设计水温: 5-45℃
产水量: ≥55 m3/h
废水量: ≦40%
设备运行温度每升高或降低1℃,产水量增加或降低3%。
上一条: 水处理8T单级反渗透机组
下一条: 水处理16T单级反渗透机组